
Before (改善前)
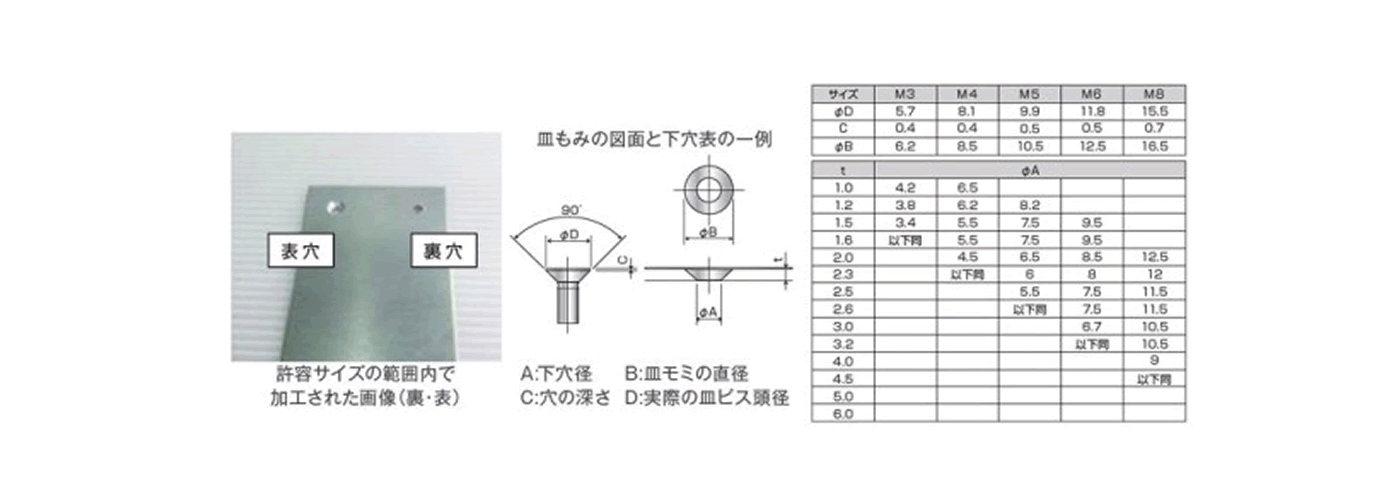
SPC1.6 50×50の曲げ加工の場合、Aの穴のセンター位置が8mm以内であるため穴が変形します。
①曲げ位置に近い穴が変形
⇒変形しないためには曲げてから穴あけ加工をするなど、工数をかける必要があります。

特に産業用機械・装置カバー製品などの留め具として使われるL 字金具の曲げ加工部付近に穴あけ加工を行う場合、穴の位置が曲げ加工部に近すぎると品質不良になることがあります。これはL 字金具に穴あけをしてから曲げ加工を行うと、その曲げによって穴が変形してしま
うことが原因でした。通常の円形の穴が歪んで楕円形になることもあり、品質上問題となっていました。
V
After (改善後)
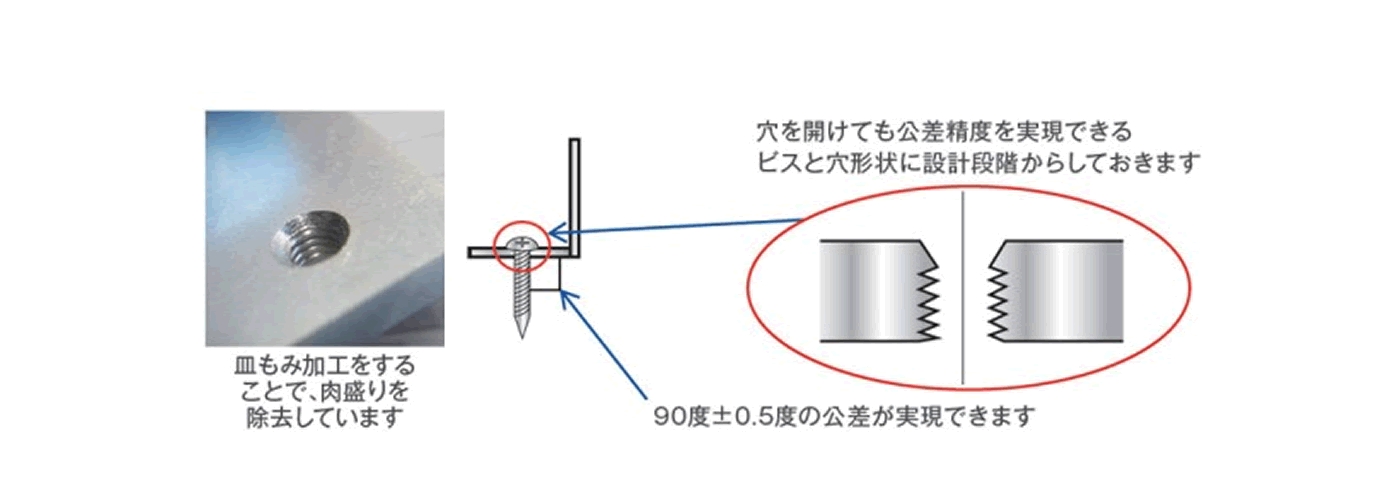
SPC1.6 50×50の曲げ加工の場合、A‘の穴のセンターの位置が10mm以上にすれば穴は変形しません。

L 字金型は、材質や板厚によって穴が変形しないための曲げ部からの距離はそれぞれ異なります。設計上、どうしても曲げ箇所から穴あけ位置を確保できない場合、適切な距離をおいた穴位置の設計にする必要があります。それにより、産業用機械・装置カバー製品などの組立
精度を確保することができ、加工コストを抑えることができます。








 076-238-5111
076-238-5111