
Before (改善前)

上記のようにコの字の板金部品を接合する際、コの字の両端の部分を溶接で接合すること多いです。しかしながら、この接合方法だと正確な位置で固定して接合することが難しく、溶接者の技術力によって品質のばらつきがでることが問題となっていました。また、この溶
接では接合後にひずみがでやすいことも問題視されていました。
V
After (改善後)

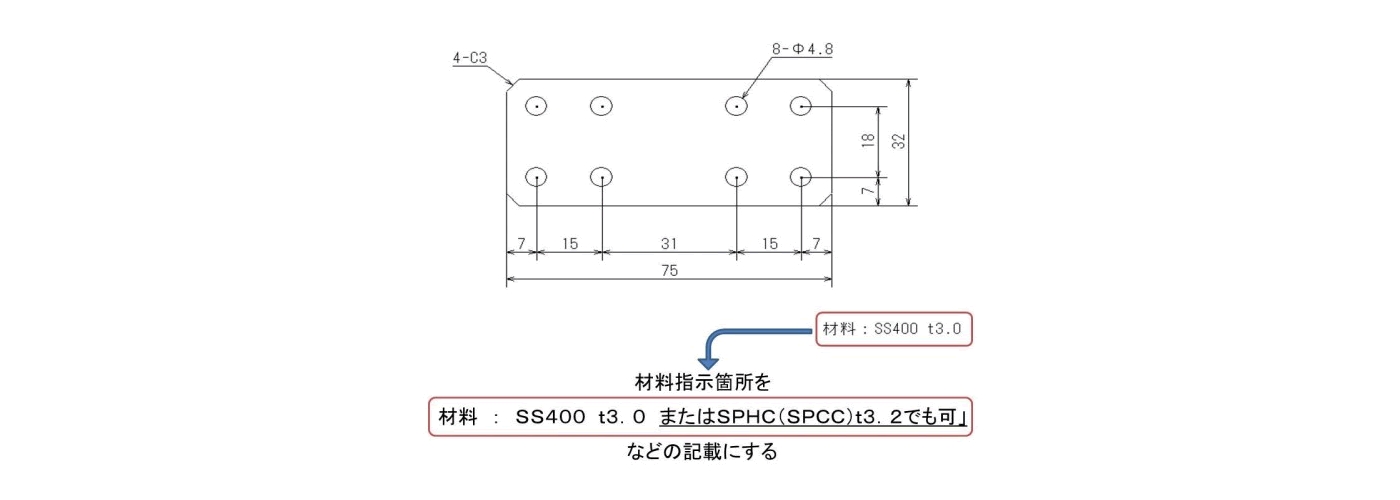
コの字曲げの板金部品は確かに材料コストを抑えることでコストダウンにつなげることができますが、品質の安定を一番に考えなければならない製品の場合は上図のハット曲げをした部品をスポット溶接で接合する方法がお勧めとなります。ひずみもでづらく、誰が溶接をおこなっても安定した品質を保てるのがこの加工方法の特徴となります。








 076-238-5111
076-238-5111