
Before (改善前)
スポット溶接とアルゴン溶接で製作した製品

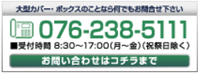
スプラッシュガード等の専用機械のカバー部品などで相手とハメ合せる部品図面にてみられるが部品の溶着に電極で挟み加圧して接合するスポット溶接を指示し、取り付ける本体カバーの他の部分には母材との間にアークを出して溶融するTIG溶接の工法を指示され接合にこの2工法の選択されている事があります
V
After (改善後)
スポット溶接機とアルゴン溶接機

機械的におこなうスポット溶接は別に段取り時間を必要とするため接合としては
溶接とは違う工程として工数を加算します。TIG溶接が必要な場合はあえてスポット
溶接を図面指示しない事で溶接工程にて部品の取り付けを加工し、コストアップなる工程の追加を減らす事で大きなコスト低減となります。








 076-238-5111
076-238-5111